Һ�������CPLC�Ԅӿ���ϵ�y�OӋ
�r�g��2015-11-21 09:52:51 �c��:336�� ����:�Ÿ��Cе
PLC���Ƶ�Һ�������Cͨ�^������������λ�Ƃ����������y�õĉ�����λ����̖�Ŵ�ݔ���ɾ��̿��������c�O���ĉ�����λ���M�б��^�������Д��Ƿ�Ҫ�Ӊ����p�����߹��M�ȡ�Ȼ���^��a������̖���f�o�y���Ķ����Ɖ�����λ�ơ�ԓ�b�üȌ��F �ˌ�����ֵ���O�����Ԅӿ��ƣ�Ҳ�����@ʾ����ֵ��λ��ֵ������Ӌ���Ĺ��ܡ�
����ϵ�y�OӋ���քӺ��ԄӃɷN����ģʽ���ք������{ԇ���S�ޠ�B���Ԅ���������������B�����քӡ��Ԅ����N��B��������ɫָ�˟���ͬ�ɫ���@ʾ�������C̎�ڲ�ͬ����r�Ĺ�����r���ÿ��ƹ�����ϵ�ָʾ����@ʾ�������F�o��ͣ܇�r��������ɫ��������@ʾ��߀����������ք��c�ԄӠ�B���Ԍ��F�o�_�ГQ�������r�����@ʾλ�ƺ��͉���Ϣ�����˹����rλ�ƿ����{���⣬߀�]���������Է�ֹ�����C�����p�����F�¹ʣ���������Ҳ�O��һ��������ֹ�����^�����^�͌����a��ɲ�����
����ϵ�y���ü�PLC�x��
�x��ij��˾S7-200ϵ��С��PLC���w��̖��224XP��ԓ��̖��14���_�P��ݔ�룬10���_�P��ݔ�������Ƀɂ�ģ�M��ݔ�룬�ٔUչһ��������ݔ��ݔ��ģ�K���ԃr�ȸߣ������m�á�
PLC����ϵ�yݔ��ݔ���f��
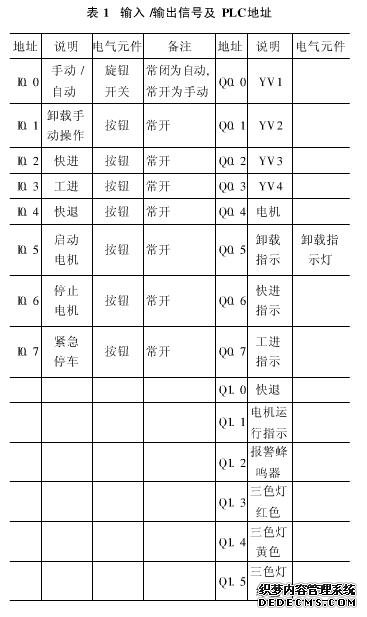
�������C���ܺͿ����^�̣�ϵ�yݔ��ݔ����̖�CPLC��ַ��̖��D��1��ʾ�� PLC����ϵ�y�����f�� ����SREP7����ܛ���M�о��̣���PLC����ϵ�y���Ԅӿ��Ʋ��֣��Ġ�B�D�ƈD�����總�D3��ʾ��������ƪ�������ƣ����ಿ�ֵĠ�B�D�ƈD������ȥ���ɠ�B�D�ƈD�ɾ�������ϵ�y��혿�ָ�����
1��ϵ�y��ʼ������ ϵ�y�ij�ʼ��������Ҫ�DZõĆ��ӣ�����ԭλ�����������{���ͻس��{�������@���ֳ����Ǟ�ϵ�y�������������Üʂ䡣�������Ȇ��ӱã������ݔ��ĉ�����λ��ֵ�cԭ���O��ֵ�M�б��^���Ķ��M�����������{���ͻس��{����
2���\�г��� ���\���^���У���Ҫ��ͨ�^λ��ֵ֮�g������^���Ԅ��M�е����������У����M����������ˠ�B�������\�Р�B�������ռ�����ͨ�^��Ļ����������ɡ�
�YՓ ���bҺ�������C��������PLC����ϵ�y���������^λ�ƣ��܌��F������ֵ���O�����@ʾ���y��λ�Ƶ��O�����@ʾ�����ƾ��ȸߡ��������㡢���ܷ������������ƵĿ����\�Ӹף��팍�F���������\�ӣ������ڲ�����Һ������������r�«@���^����ٶȣ�Ч�ʸߣ��������ø��Ӻ����������a��ȡ���˝M���Ч����